
With the rapid development of science and technology and the deepening of industrial applications, diluent and solvent technology has also witnessed unprecedented innovation. This article will be from four dimensions, for you to reveal the latest progress in this field and cutting-edge dynamics.
In the growing awareness of environmental protection today, the development of environmentally friendly diluent and solvent has become the industry's new favorite. These products by virtue of low toxicity, low volatility and easy degradation characteristics, significantly reducing the potential harm to the environment and the human body. Through the use of advanced synthesis technology, optimize the reaction conditions and the introduction of environmentally friendly additives, researchers have successfully developed a series of efficient and environmentally friendly diluent and solvent for industrial production to provide a green, safe alternative.
Solvent recovery and reuse is to reduce production costs, reduce environmental pollution is a key link. In recent years, with the rise of intelligent technology, solvent recovery and recycling technology has ushered in intelligent innovation. Through the introduction of sensors, control systems and data analysis and other advanced technologies to achieve real-time monitoring and accurate control of the solvent recovery process. This not only significantly improves the efficiency and quality of solvent recovery, but also reduces energy consumption and emissions, providing strong support for the sustainable development of enterprises.
With the progress of science and technology, new solvent systems in special areas of application is increasingly widespread. For example, ionic liquids as a new type of green solvent, in electrochemistry, catalytic reaction and materials synthesis and other fields show great potential for application. At the same time, supercritical fluid technology has also made significant progress in chemical separation, drug extraction and other fields. The application of these new solvent systems not only improves production efficiency and quality, but also promotes scientific and technological innovation and industrial upgrading in related fields.
Looking to the future, diluent and solvent technology will continue to move toward high efficiency, environmental protection, intelligent direction. With the increasingly stringent environmental regulations and consumer awareness of environmental protection continues to improve, efficient and environmentally friendly diluent and solvent demand will continue to grow. At the same time, with the deepening application of intelligent technology, solvent recovery and recycling technology will achieve more accurate and efficient control. In addition, the application of new solvent systems in special areas will be further expanded, injecting new vitality into the development of related industries.
In summary, the latest progress of diluent and solvent technology fully demonstrates the perfect combination of technological innovation and environmental protection concept. Through the research and development of efficient and environmentally friendly diluent and solvent, promote the intelligent innovation of solvent recovery and reuse technology, expand the application of new solvent systems in special areas and look forward to the future development trend, we have reason to believe that this field will make greater contributions to industrial production and environmental protection.
 A Tentative Study on the relevance of HACCP certification and infection control in hospital
A Tentative Study on the relevance of HACCP certification and infection control in hospital
 Environmental Sanitation Microbiology Testing
Environmental Sanitation Microbiology Testing
 Microbiology Test in Food Industry
Microbiology Test in Food Industry
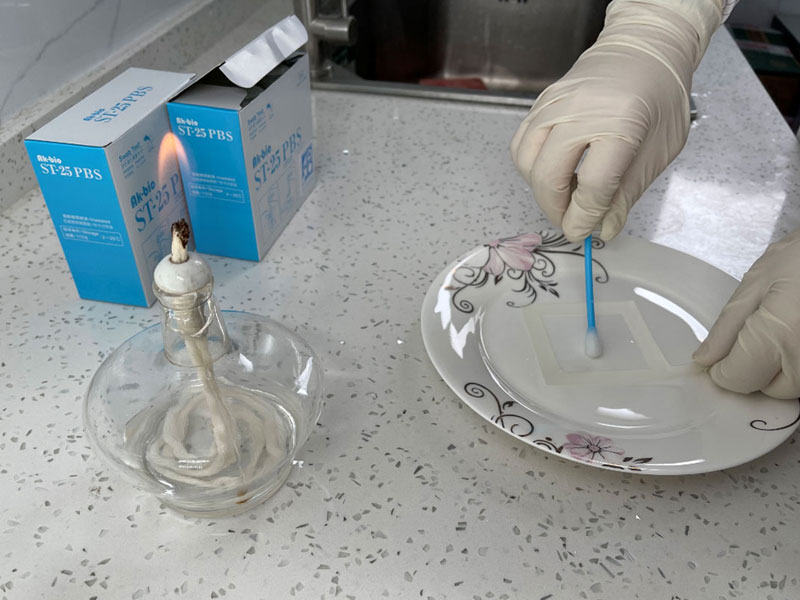 The Applicability of High-quality Ready-to-use Swab Sampler for Tableware Sampling and Public Places Supplies and Utensils Microorganisms
The Applicability of High-quality Ready-to-use Swab Sampler for Tableware Sampling and Public Places Supplies and Utensils Microorganisms
 Spike Experiment of DNP Culture Media Plate Based on Ice Cream
Spike Experiment of DNP Culture Media Plate Based on Ice Cream



 English
English


